
焊接是通過(guò)局部加熱或加壓的方法,將兩個(gè)分離的金屬管件連接成為一個(gè)不可拆卸的整體,形成永久性接頭的加工過(guò)程。其特點(diǎn)是接口的強(qiáng)度高、嚴(yán)密性好和成本低;但不可拆卸,操作工藝復(fù)雜。
常用的焊接方法有手工電弧焊(電焊)、手工氫弧焊、氣焊、埋弧自動(dòng)焊等。管道安裝工程現(xiàn)場(chǎng)主要是用手工電弧焊和氣焊。
電焊焊接規(guī)范的選擇
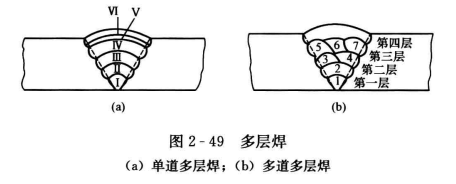
焊接規(guī)范主要包括焊條直徑和焊接電流。焊接規(guī)范選擇的合適與否,直接影響著焊接質(zhì)量。焊條直徑根據(jù)管件的壁厚來(lái)選擇,管壁越厚,焊條直徑應(yīng)越大。焊接電流根據(jù)焊條直徑來(lái)選擇,通常情況下,焊條直徑越大焊接電流應(yīng)越大。此外,焊接管壁較厚時(shí)還要采用多層焊,如圖2-49所示。多層焊的關(guān)鍵是要保證焊縫根部熔透。
管件對(duì)接時(shí)焊接層數(shù)、焊條直徑及焊接電流的選擇,可參考表2-12。

2.電焊焊接的接頭和坡口形式
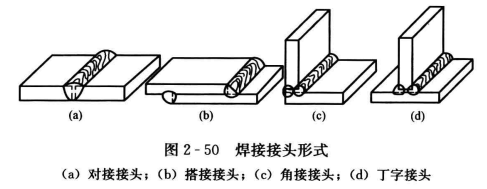
常用的焊接接頭形式有對(duì)接接頭、搭接接頭、角接接頭和丁字接頭,如圖2-50所示。
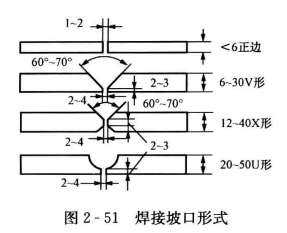
焊接中,管件的待焊處加工成為所需要的幾何形狀,此形狀稱為坡口。常用的坡口形式如圖2-51所示。
3.電焊焊縫位置
根據(jù)焊縫在空間位置的不同,焊接一般可分為平焊、立焊、橫焊和仰焊。其中,平焊操作方便、生產(chǎn)率高,焊縫質(zhì)是也容易保證,在管件焊接時(shí)應(yīng)盡量采用平焊。







