
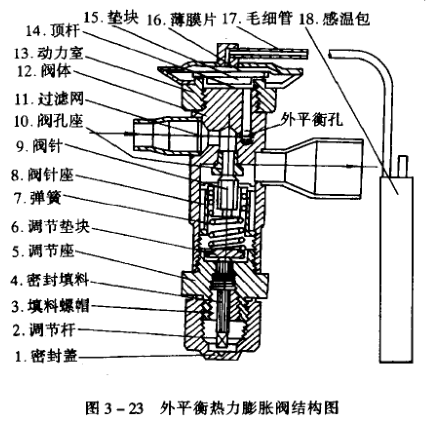
從法國進口的30-HR-280型中央空調機組,在運行中膨脹閥的毛細管從閥體根部震斷,由于未能找到原裝配件,于是只好進行應急維修。該機組的外平衡熱力膨脹閥結構如圖3-23所示,膜片為一塊0.1~0.2mm厚的金屬片,通常斷面被沖壓成波浪形,可有2~3mm的位移變形。密封填料常用石棉膠線或橡膠圖,也可用聚四氟乙烯填料由螺母壓緊。具體操作如下:
(1)選購一個孔口與毛細管外徑大小相近的三通管;選擇兩根管徑與毛細管外徑相近的小銅管,長度約10cm;另一根長約30cm,直徑為.6mm,套上納子,將端口擴成杯形口,用于抽真空和充注感溫劑,連接情況如圖3-24所示。
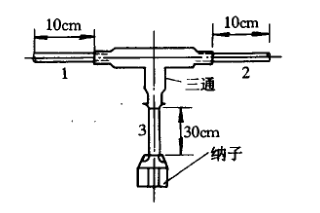
(2)采用小氧瓶氣焊,采用銀條,先將圖3-24三根管子焊好。
(3)將管子1與毛細管焊好。用擴口工具對管子2的端口加工,使之與閥體斷點連接盡可能嚴密。為避免在氣焊過程中產生的高溫損壞填料、膜片和閥體彈簧的彈性,要在焊接點的背面接上自來水,調整水流至適當流量,以利于焊接面的操作,用自來水將熱量帶走,以免損壞閥體。
(4)使用三通閥作為連接工具,用真空泵將感溫包和毛細管抽真空之后將閥門關緊,檢查氣密性。感溫劑一般選用與制冷系統中相同的制冷劑。先放出一些R-22,帶走管內空氣及水分,再將三通檢修閥納子旋緊,充注適當的感溫劑液體或氣體。
(5)充注完感溫劑后,開機試運行,并且觀察機組運行情況及制冷效果,如果制冷不正常,可通過調節感溫包壓力和調節螺桿進行修正。從一個工況調整到另一個工況應該有15min左右的運轉間取。
(6)封口。用封口鉗將管子3在距離三通15cm處夾緊(以備封口不成功,留作第二次封口用),再用鉗子將多余部分剪掉,用銀釬焊將剪口封死。
(7)充注制冷劑量的計算。采用液體充注式時,感溫包內部液體的注入量為感溫包容積的80%;采用氣體充注式時,感溫劑充入量以感溫包超過最高工作溫度(即最高蒸發溫度加最大工作過熱度)時,感溫包工質全部汽化為熱蒸氣為標準。
經上述檢修后,試機測定其運行數據,均符合原機的經濟運行要求,故障徹底排除。







