
制冷系統焊接時應采用中性焰。焊接溫度要比被焊物的熔點溫度低,一般為600~700℃,當氣焊火焰將銅管烤成暗紅或亮櫻色時,即可向被焊接管口送人焊料,并用中性火焰的外焰繼續向管口處加熱保溫,焊料就可以熔化,沿著焊口自動流成一圈,達到焊接的目的。
使用銅磷焊料進行焊接時,要盡快地使被焊的鋼管接口處升溫,焊料熔入焊縫的深度應在3~4mm以上,以保證接口處有足夠的強度。焊接操作方法如圖1一37所示。
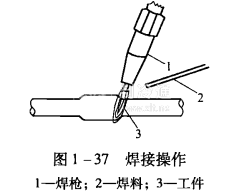
焊接時,要反方向送入焊料,使焊料不直接接觸火焰,以免在焊接過程中產生氣孔。使用銅銀焊料進行焊接時,要相對放慢對焊口的加熱速度,提高焊口處的熱容量,這樣有利于提高焊口質量。
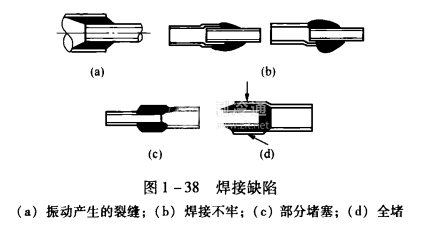
焊接過程中要避免如圖1一38所示的焊接缺陷。焊接時,當焊口的焊料沒有完全凝固時,絕對不可使管口受到振動,否則將會使焊口內產生裂縫,造成滲漏隱患;焊接結束后,必須將焊口處遺留的焊劑清除干凈,以防日后腐蝕管路;在全部焊接工作完成以后,要用高壓氮氣對整個制冷系統進行檢漏,以檢驗焊接質量。







